三坐標(biāo)測量機(jī)的介紹快來這篇文章了解吧
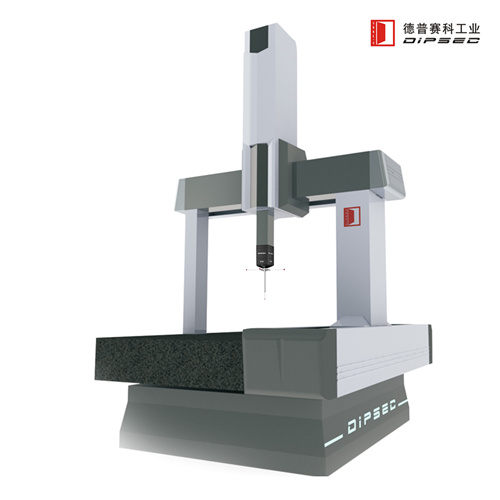
坐標測量機是(shì)一種能夠顯示六麵體空間中幾何形狀、長度和圓劃(huá)分的測量能力的儀器,也稱為(wéi)坐標測量儀或立方體(tǐ)元。
三坐標測(cè)量機的測量原理(lǐ)
坐標測量機是測量和(hé)獲取尺(chǐ)寸數據*有效的方法之一,因為它可以替(tì)代多種表麵測量工具和昂貴的組合量規,並將複雜(zá)測量任務所需的時間從數小時減少到數分鍾。坐標測(cè)量機的功能是(shì)快速準確地評估尺寸數據,為操作人員提供有關生產過程的有用信(xìn)息,這與所有人工測量設備有很大不(bú)同。當被測物體放置在三坐標測量空間中時,可以得到被(bèi)測物體上各測量點的坐標位置。根據這些(xiē)點的空間(jiān)坐標值,可(kě)以計算出被測物體的幾何尺寸、形狀和(hé)位置。
三(sān)座標使用方法:
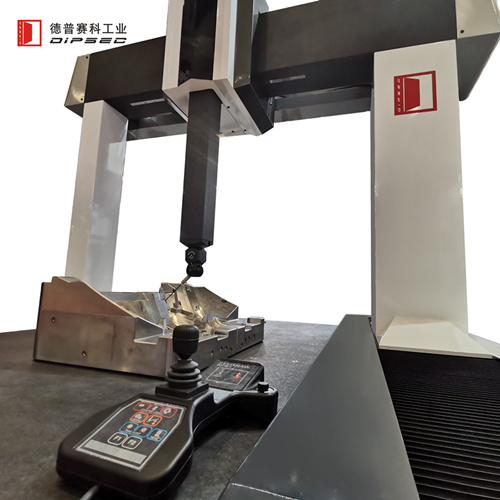
三(sān)坐標測量機按測量方法可分為接觸測量(liàng)和(hé)非接觸測量以及接觸和(hé)非接觸測(cè)量的組合。接觸(chù)測量常用於測量機(jī)械加工產品、壓製產品、金屬薄膜等。本文以接觸(chù)式測量機為例,說明掃描物體表麵獲取(qǔ)數據點的幾種方(fāng)法。數據點(diǎn)的(de)結果可用於數據分析處理,為逆向工程技(jì)術提供原始信息。掃描是指通過測量機應(yīng)用PC- DMIS軟(ruǎn)件在被測物體表麵特定區域采集數據點。該區域可以是直線、麵片、零(líng)件的一部分、零件(jiàn)的曲線或距離邊緣一定距離的圓周。掃描類型與測量方式、探頭類型、CAD文件等有關。狀(zhuàng)態按鈕(手動(dòng)/數據控製)決定了(le)屏幕上可選的“掃描”選項。如果測量使用DCC方法,並且有(yǒu)CAD文件可用,則掃描方法為開放線性、封閉(bì)線性、麵片、截麵和周長掃描。如果使用(yòng)DCC方法進行測量,並且(qiě)隻有線框CAD文檔,那麽可以選擇“OPEN LINEAR”、“CLOSED LINEAR”和“PATCH”的掃描方(fāng)法。如果使用手動測量模式,隻能使用基本的“TTP掃描”模式。如果探頭在手動測量(liàng)中是剛性(xìng)的,可用(yòng)的選項有固(gù)定增量、可變增(zēng)量、時間(jiān)增量和(hé)體軸掃描(miáo)。
坐標使用注意(yì)事項:
坐標測量儀的正確使(shǐ)用對其使用壽命和精(jīng)度起著關鍵(jiàn)作用(yòng),應注意以下問題:
1.提升工件前,將探頭返回坐標原點,為提升位置預留較大空間;工(gōng)件應平穩起吊,不得撞擊坐標測量儀的任(rèn)何部件。
2.正確安(ān)裝零件,並*零件和(hé)測量機的等溫要求在安裝前(qián)得到滿足。
3.隻有建立正確的坐標係,*建立的坐標係(xì)符合圖紙要求,測量數據才能準確。
4.當編程程序自動運行(háng)時,需要防止(zhǐ)探頭與工件的幹涉,因此需(xū)要增加*點。
5.對(duì)於一些又大(dà)又重的模具和檢(jiǎn)具,測(cè)量結束後要及時吊起(qǐ)工作台,避免工作(zuò)台長時間處(chù)於負(fù)載狀態。
坐標測量機的應用
主要(yào)用(yòng)於測量(liàng)箱體、框架、齒輪、凸輪、蝸輪、蝸杆、葉片、曲線、曲麵等。在機械、汽車、航空、軍(jun1)工等行業,家具、工具(jù)原型、機器等中小型配件、模具等。也可用於電子、五金、塑料等行(háng)業。它可以*檢測工件的尺寸、形狀和位置公差,從而完成零件檢測、形狀測量和形狀測量。
製造業(yè)的質量目標是保持零件的(de)生產符合設計(jì)要求。然(rán)而,保持生產過程的一致性需要控製製造過程。建立和(hé)保持製造過程一(yī)致性*有效的方法是準確測量工件尺寸,在獲得尺寸(cùn)信息後將數據進行分析並反饋到生產過程中,使其成為持續提高產(chǎn)品質量(liàng)的有效工具。
坐標測量機是測量和獲取尺寸數據*有效的方法之一,因(yīn)為它可以替代多種表麵測量工具和(hé)昂貴的組合量規,將複(fù)雜測量任務所需的時間(jiān)從數小時減少(shǎo)到數分鍾,快速準確(què)地評估尺寸數據,並(bìng)為操作人員提供關於生(shēng)產過(guò)程狀態的有用信息。

返(fǎn)回頂部

聯係人:譚(tán)小姐 13528665824

郵箱(xiāng):tiangang_dg@163.com

地址:廣東省東(dōng)莞市長安(ān)鎮烏沙(shā)興發中路211號105室

微信二維(wéi)碼

 當前位置:
當前位置: